







































































Dans un paysage industriel aussi profitable et flexible que le nôtre, l’amélioration de la sécurité des processus et la détection précoce des pannes sont deux facteurs essentiels compte tenu de l’automatisation croissante des processus. La nouvelle unité de contrôle présence pièce de la société Erwin Halder KG permet de contrôler automatiquement, avant et pendant l’usinage, la position d’une pièce associée aux éléments d’appui Halder, évitant ainsi les défauts et augmentant donc la productivité.
Délais de livraison qui ne cessent de réduire, taille des lots de production toujours plus petite, exigences, qualité et précision de plus en plus élevées : autant d’éléments qui mettent le secteur de la fabrication à rude épreuve. Afin de pouvoir continuer à produire de façon rentable, rapide, sûre et flexible, la réponse de nombreux sites est l’industrie 4.0. « Plus un procédé de fabrication est automatisé, plus les données d’applications à enregistrer, transmettre et traiter automatiquement sont nombreuses. C’est aussi le cas pour le serrage des pièces. C’est un facteur important en termes de productivité, car les outils et les machines utilisés ne peuvent assurer des performances et une qualité optimale que si les pièces à usiner sont correctement serrées, pour garantir précision, sécurité des processus et fiabilité. C’est en cela que l’évolution vers la numérisation des processus retient toute notre attention. Le dernier fruit de notre travail est notre nouvelle unité de contrôle présence pièce associée à notre élément d’appui déjà largement éprouvé. Grâce à lui, nous disposons de données numériques concernant l’état du serrage des pièces, ce qui nous permet de nous rapprocher de plus en plus de la Smart Factory », indique Bernd Janner, responsable commercial d’Erwin Halder KG.
Contrôle de position exacte
Cette unité de contrôle présence pièce compacte est composée d’un manchon à hauteur réglable anodisé bleu, à l’extérieur duquel un capteur de commutation est fixé. Grâce à sa classe de protection IP67 ainsi qu’à la gaine spéciale de son câble de raccordement, il peut sans aucun problème être installé dans le local machines. Le corps principal de l’unité, en acier de traitement bruni, peut se visser rapidement et facilement dans tous les systèmes de bridage courants de taraudage M8 ou M12. L’élément d’appui approprié est ensuite vissé dans le manchon. Ce système permet de réutiliser les éléments d’appui Halder déjà présents. Les éléments d’appui peuvent être en acier cémenté à surface plane, bombée ou rainurée, ou en plastique (PEEK) à surface plane.
Si la pièce du dispositif est posée sur l’élément d’appui, le capteur contrôle automatiquement si la pièce se trouve dans une certaine position. Le système peut être amélioré, afin de pouvoir contrôler plusieurs positions. Si la pièce est correctement positionnée, le capteur envoie un signal électrique, transmis tout simplement par câble.
Transmission par radio
« Comme dans la plupart des cas, il est difficile de faire sortir un câble de signal à l’extérieur du local machines, nous proposons en option un module radio de contrôle présence pièce », ajoute Bernd Janner. La connexion radio nécessite un émetteur et un récepteur avec antenne. L’émetteur est placé à un endroit quelconque du local machines et est relié à quatre capteurs maximum par câble femelle. Il transmet le signal à un destinataire pouvant être situé au moins à 40 mètres de la machine, selon le matériau et l’épaisseur de l’habillage de celle-ci. L’installation du module radio est également très simple. Aucun programme coûteux n’est nécessaire : chaque unité de contrôle présence pièce doit simplement être enregistrée grâce à la fonction d’apprentissage « Teach », en appuyant simplement sur quelques boutons.
La question de l’encombrement ne se pose pas, car l’unité de contrôle présence pièce est comparable aux éléments d’appui et est simplement un peu plus haute. Le module radio est lui-même très compact et peut être placé légèrement en retrait du dispositif, sans affecter la pièce. « Les câbles, commutateurs et récepteurs ont été spécialement conçus pour les conditions difficiles d’une machine-outil, afin de n’entraîner aucun court-circuit. Grâce à la protection IP67, l’unité est étanche à la poussière et protégée en cas d’immersion temporaire », indique Bernd Janner.
Bilan : hausse de la sécurité des processus
Plusieurs possibilités de traitement du signal électrique émis par l’unité de contrôle présence pièce sont envisageables. Par exemple, un raccordement direct aux commandes de la machine via un logiciel complémentaire sur PC ou d’autres dispositifs de traitement à sorties relais libres de potentiel. C’est là que sera ensuite paramétrée la validation de l’usinage. Bernd Janner commente : « Que ce soit un opérateur humain ou bien un robot au sein d’un processus de fabrication automatisé qui pose la pièce dans le système de serrage, grâce aux informations fournies par l’unité de contrôle présence pièce, les processus peuvent être surveillés, les défauts minimisés et la sécurité des processus augmentée. Bilan : une nette hausse de la qualité comme de la productivité ! »

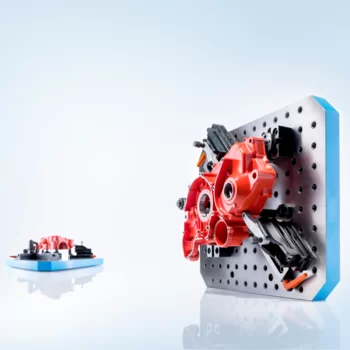
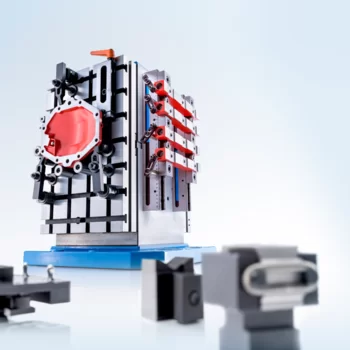
La nouvelle unité de contrôle présence pièce de la société Erwin Halder KG permet de contrôler automatiquement, avant et pendant l’usinage, la position d’une pièce associée aux éléments d’appui Halder, évitant ainsi les défauts et augmentant donc la productivité.

Si la pièce du dispositif est posée sur l’élément d’appui, le capteur contrôle automatiquement si la pièce se trouve dans une certaine position. Si la pièce est correctement positionnée, le capteur envoie un signal électrique, transmis tout simplement par câble ou éventuellement par radio.
Téléchargement :



